اهداف آموزش: در این آموزش آباکوس، با اصول حاکم بر مدلسازی کشش عمیق (Deep Drawing) در آباکوس آشنا خواهید شد. همچنین آشنایی با اصول مدلسازی شکلدهی فلزات در آباکوس، نحوه تعریف تماس در آباکوس، تعریف ضریب اصطکاک در آباکوس و مدلسازی قطعات صلب در آباکوس از مهمترین مواردی است که با مطالعه این مثال آموزشمحور فرا خواهید گرفت.
در ادامه سلسله آموزشهای مرتبط با مثالهای کاربردی پروژه محور در آباکوس، امروز با آموزش نحوه شبیهسازی فرآیند کشش عمیق ورق در نرمافزار آباکوس در خدمت شما دوستان گرامی خواهیم بود. فرآیندهای تغییر شکل فلزات از دیرباز مورد توجه و استقبال محققین در حوزه مهندسی مکانیک و مواد قرار گرفته است. فرآیند کشش عمیق (Deep Drawing) نیز بعنوان یکی از روشهای شکلدهی فلزات، از مباحث جذاب و کاربردی در شبیهسازی اجزا محدود به شمار میرود. با ما همراه باشید تا یکی دیگر از دریچههای زیبای مکانیک را بر روی شما بگشاییم.

فرآیند کشش عمیق چیست؟
فرآیند Deep Drawing یا همان کشش عمیق یکی از فرآیندهای شکل دهی ورق است که ورق توسط بارهای مکانیکی اعمالی از طرف سمبه، شکل ماتریس یا همان قالب (Die) را به خود میگیرد.
صورت مسئله مدلسازی و شبیهسازی فرآیند Deep Drawing در Abaqus
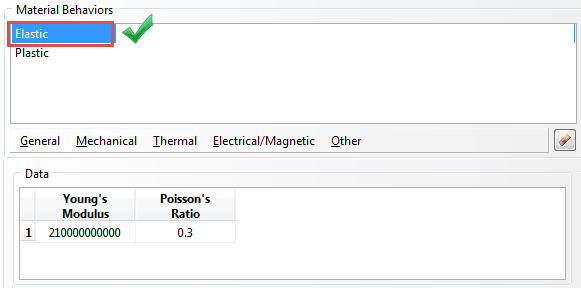
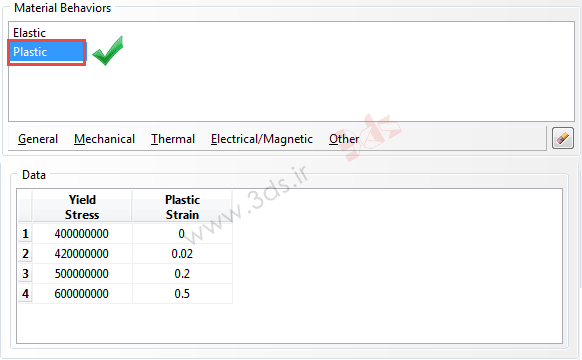
ورقی به طول 10cm و ضخامت 1mm را مطابق شکل زیر در نظر بگیرید. قصد داریم با استفاده از فرآیند کشش عمیق، ورق مذکور را شکل دهیم. بر اساس هندسه و ابعاد نشان داده شده در تصویر زیر، مسئله را مدلسازی و تحلیل اجزای محدود کنید. ورق از جنس فولاد با مدول یانگ 210GPa و ضریب پواسون 0.3 بوده و رفتار آن در ناحیه پلاستیک مطابق جدول زیر است.
◄ حوزه کاربرد: مهندسی مکانیک – مهندسی مواد ( متالورژی صنعتی) – صنایع
| (Stress (Pa | Strain |
|---|---|
| 400000000 | 0.0 |
| 420000000 | 0.02 |
| 500000000 | 0.2 |
| 600000000 | 0.5 |
| 400000000 | 0.0 |
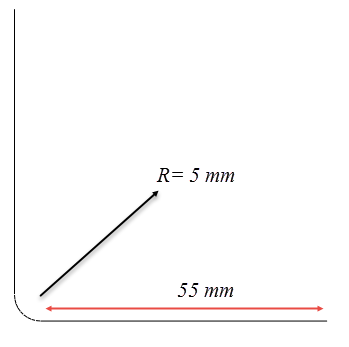
توجه داشته باشید که ابعاد ورقگیرها و پانچ را مطابق شکل زیر وارد کنید.
حل مسئله شبیهسازی فرآیند کشش عمیق ورق در آباکوس
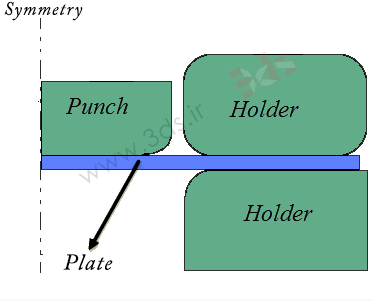
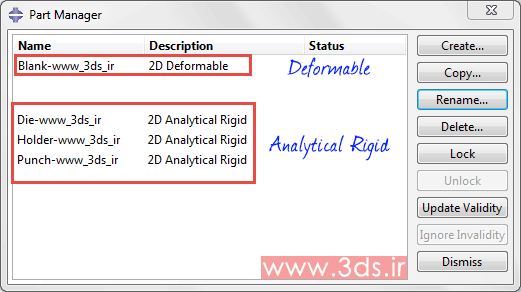
بر اساس ماهیت مسئله، برای شبیهسازی فرآیند مذکور، به دو ورقگیر (Holder)، پانچ (Punch) و یک ورق نیاز داریم. از آنجایی که هندسه و بارگذاری موجود در فرآیند متقارن است میتوانیم مسئله را به صورت تقارن محوری مدل کنیم (اگر هنوز شرایط تحلیل تقارن محوری را نمیدانید، این پست را مطالعه کنید: تنش صفحهای، کرنش صفحهای و تقارن محوری چیست؟). سختی مجموعه ورقگیر و پانچ در مقایسه با ورق بسیار بالاست، از اینرو تنها عضو تغییر شکلپذیر را ورق در نظر گرفته و سایر اعضا را به صورت صلب مدل میکنیم. فراموش نکنید در قطعات صلب نیاز به تعریف نقطه مرجع یا RP خواهید داشت (آشنایی با نقطه مرجع در آباکوس).
با توجه به صلب بودن ورقگیر و پانچ، در ماژول Property آباکوس تنها به تعریف خواص مکانیکی الاستیک و پلاستیک برای ورق نیاز داریم.
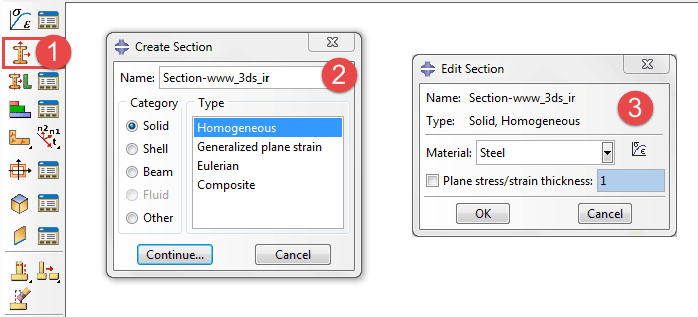
در ادامه نیز، سطح مقطعی از نوع Solid و همگن تعریف کرده و به ورق اختصاص دهید.
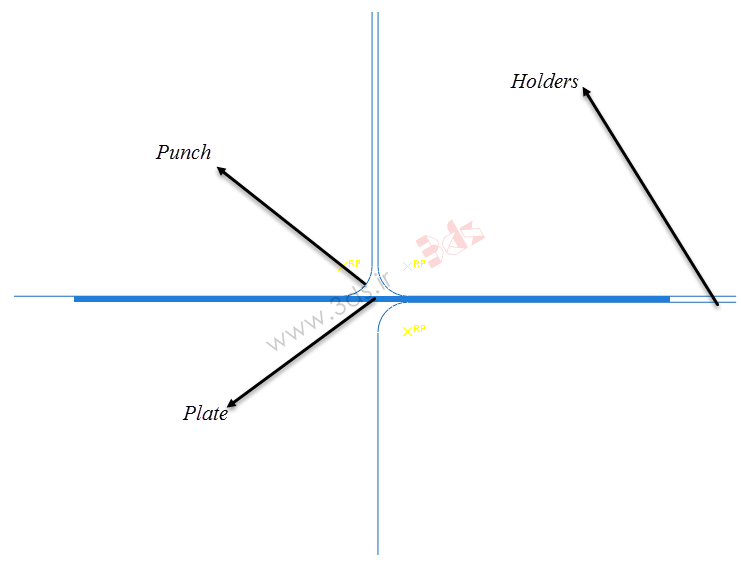
سپس به ماژول Assembly رفته و بر اساس تصویر موجود در ابتدای مسئله، به مونتاژ مجموعه قطعات ورقگیر، پانچ و ورق بپردازید. در نهایت، تصویری مانند زیر خواهید داشت.
در مرحله بعد وارد محیط Step شوید. جهت جلوگیری از حرکت ورقگیر، گامی مجزا برای اعمال نیروی خارجی بر این عضو تعریف کرده و فرآیند شکلدهی ورق را در گامی مجزا انجام دهید. در نتیجه در محیط Step دو گام از نوع Static, General ایجاد کنید.

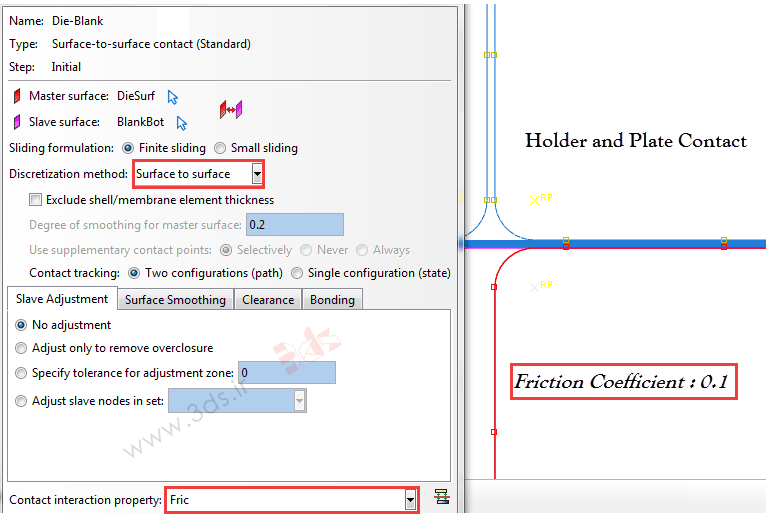
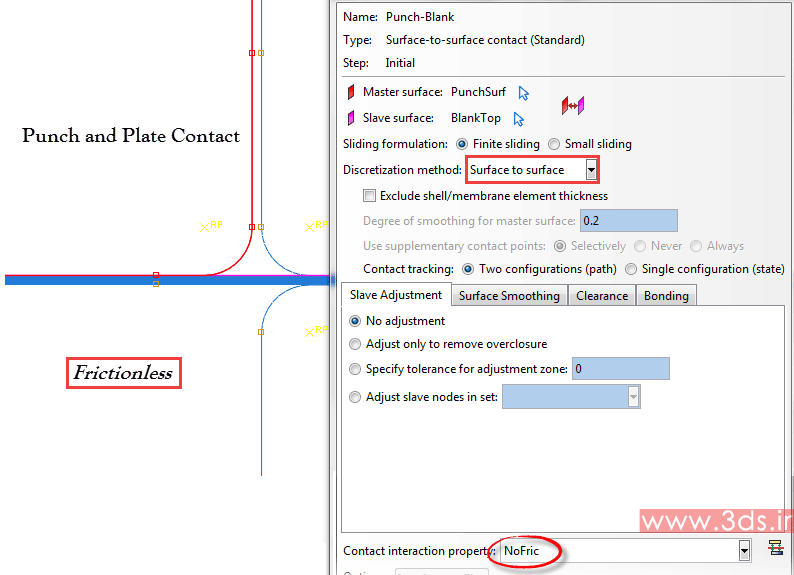
فرآیندهای شکلدهی را شاید بتوان بهترین مثال در خصوص مباحث تماس در نظر گرفت. از اینرو در گام بعد، وارد ماژول Interaction آباکوس شده و بین ورقگیر و ورق و همچنین پانچ و ورق، دو تماس عمودی از نوع Surface to Surface تعریف کنید. برای اعمال ضرایب اصطکاک مناسب، می توانید از تصاویر زیر کمک بگیرید.
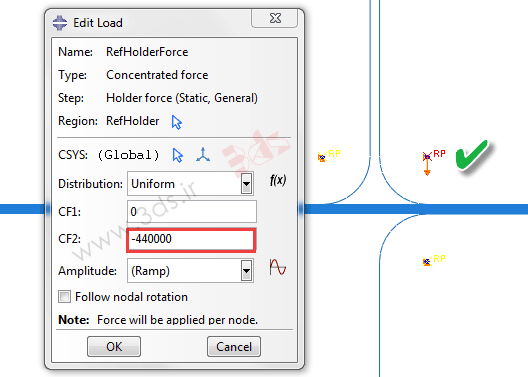
در گام بعد به ماژول Load آباکوس بروید و در Step اول به اعمال نیروی خارجی بر روی ورقگیر بپردازید.
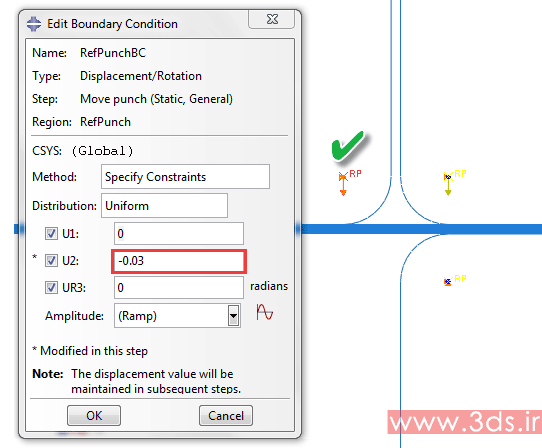
در بخش شرایط مرزی نیز، ورقگیرها را مقید کرده و پانچ را به اندازه 3cm به سمت پایین حرکت دهید.
در آخرین گام از روند حل مسئله، به ماژول Mesh بروید. از آنجایی که تنها ورق را به صورت شکلپذیر تعریف کردهایم، به ایجاد شبکه بر روی ورقگیر و پانچ نیازی نیست. با اتمام مراحل فوق، مسئله را جهت حل به ماژول Job ارسال کنید. تصویر متحرک زیر، کانتور تنش ورق را پس از تحلیل اجزای محدود نشان میدهد.

با سلام
جابجایی سنبه من 16 میلیمتر هست چگونه میشه سرعت رو تنظیم کرد؟
سه تا سرعت دارم 100 و 300 و 500 میلیمتر بر دقیقه
بعد از اینکه مثلا 300 رو تبدیل کنم به متر بر ثانیه میشه 0.005 متر بر ثانیه چه داده هایی باید در استپ و amplud وارد کنم؟
سلام
بر اساس واحدهایی که تعریف کردید عمل کنید
اگر ابعاد قطعه را به متر وارد کرده اید خب سرعت هم متر بر ثانیه بگیرید